Search the whole station Products News
Integrated ICT, Programming, and FCT Production Line
Project Case
Customer GR is a manufacturer in the home appliance sector. The product in this project is an electric mosquito repellent PCB produced in a 12-up panel format.
The customer product is a 12-up electric mosquito repellent PCB. The original test process relied heavily on manual operations. The customer wanted to improve test efficiency through an ICT+FCT automated line and realize barcode binding, MES upload, fail diversion, and automatic OK/NG classification.
The FCT process needs to complete AC power-on, current, voltage, LED status, key trigger, and multi-state DIP switch testing. The line capacity is required to meet a mass-production takt of over 3000 EA/H.

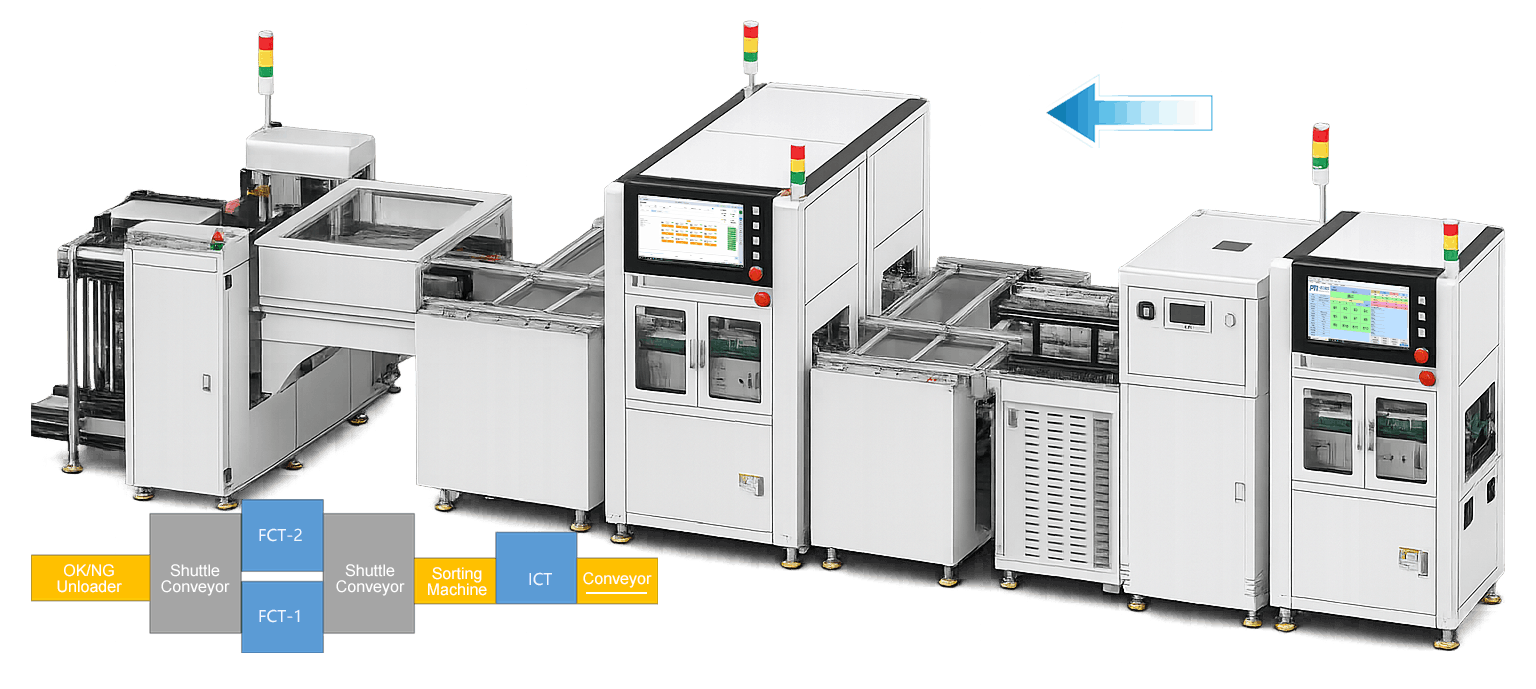
Line Operation Flow Description
| No. | Station / Process | Action Description |
| 1 | Linking conveyor infeed | Products enter the linking conveyor from the upstream line. |
| 2 | Barcode scanning and binding | The system scans the product and binds the barcode with the board position. |
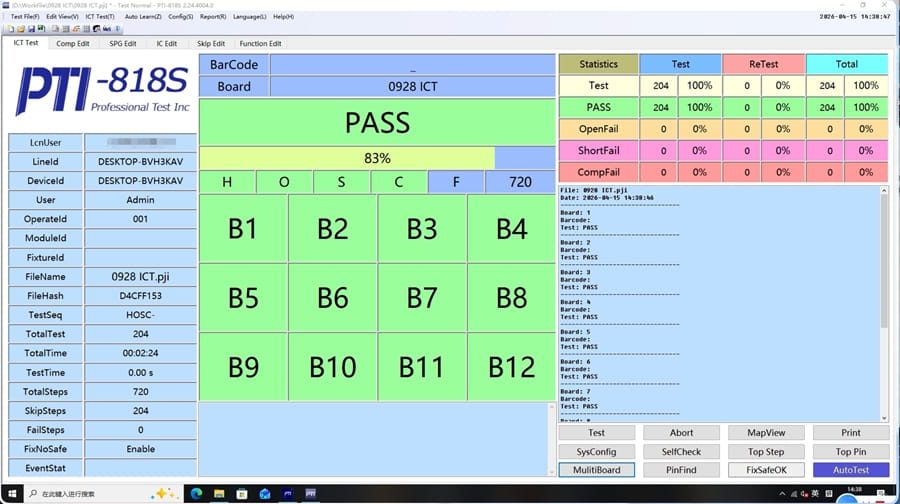
| 3 | ICT Test | Products enter the ICT station for open/short, resistor, capacitor, component, and circuit checks. |
| 4 | Diversion (Fail) | ICT Fail products are diverted and buffered without entering FCT. |
| 5 | Transfer (Pass) | ICT Pass products enter downstream FCT through the sorter and transfer machine. |
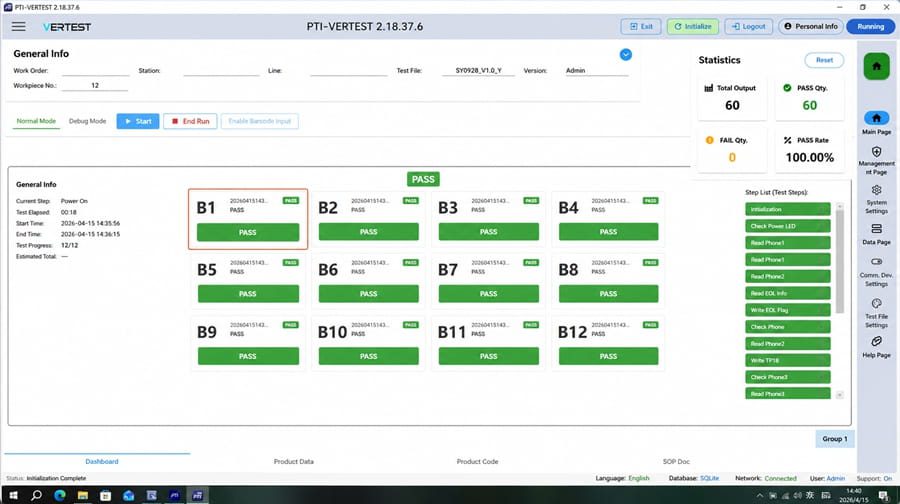
| 6 | FCT Test | FCT-1 and FCT-2 perform parallel testing. |
| 7 | Test Takt | Each test cycle can complete testing for 24 pcs simultaneously. |
| 8 | System Interaction | Test results are uploaded to MES. |
| 9 | Sorting and Unloading | The OK / NG sorting board unloader classifies and collects products by full panel. |
| 10 | Data Traceability | Test reports can be traced to specific barcodes and panel positions. |
Main test items: The ICT station mainly performs open/short testing, basic component testing, and key circuit checks. ICT Fail products are automatically diverted and buffered without entering the downstream FCT, preventing defective products from occupying functional test resources.
The FCT station adopts an FCT-1 / FCT-2 dual-lane parallel architecture. It mainly performs AC power-on, current, voltage, LED status, key trigger, and automatic DIP switch switching tests. When the two machines run synchronously, 24 pcs can be tested in one cycle.
OK / NG Sorting Board Unloader
After testing, products enter the OK / NG sorting board unloader.
In this project, collection and classification are performed by full panel. The equipment transfers products by panel, while the ICT and FCT programs retain individual board barcode, panel position, and test result data.
When an NG occurs, the test report can locate the exact defective product position.
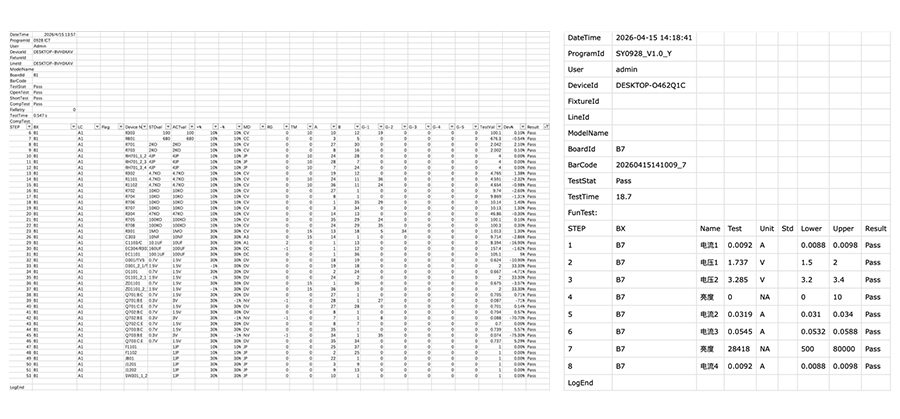
Test Report
The ICT test report includes open/short test results, component test results, and related data.
The FCT test report includes current, voltage, LED status, and functional action test results.
TEST FIXTURE



ICT Test Fixture
Custom needle bed fixture tailored for PCB of mosquito repellent heater. It accurately detects open/short circuits and defective passive components including resistors, capacitors and diodes to screen out hardware faults in advance. Constructed with layered acrylic and fiberglass needle bed, the fixture works standalone or connects to automatic production line to block defective PCBs and save unnecessary downstream functional testing time.
Used for full-power functional verification of ICT-passed PCBA. Equipped with pneumatic modules for automatic dial switch shifting and key pressing, it automatically inspects AC input, electric current & voltage, LED status and multi-gear switch performance. Dual DB connectors enable power supply and signal acquisition, while test data synchronizes to MES system for automated mass production on assembly line.
| Item | Before Improvement | After Improvement | Remark |
| Capacity | UPH:900 | UPH:3600 | Approx. 233% increase based on 3000 EA/H; approx. 300% increase based on 3600 EA/H |
| Labor input | 4 people | 0 | Approx. 4 people saved per line |
| Test method | Manual/semi-automatic testing; transfer and judgement depended on operators | Automatic scanning, ICT/FCT,, sorting, and MES upload | Closed-loop automated process |
| NG handling | Manual identification and diversion | ICT and FCT Fail products are automatically intercepted; OK/NG is automatically classified | Reduces misplacement, missed tests, and repeated tests |
| Data Traceability | Data binding was incomplete or relied on manual records | Barcode, panel position, and ICT/FCT results are bound and uploaded to MES | Supports later traceability, recheck, and quality analysis |
| Process stability | Operator action variation affected takt time and consistency | Automatic DIP switching, automatic testing, and automatic sorting | Improved action consistency and more stable takt time |
(Note: The technical parameters in the text are based on actual test data, and the specific solution can be customized according to product characteristics.)
 0
0